FG-Catalog Fiberglass ခိုင်ခံ့ပြီး ပေါ့ပါးသော Fiberglass ထုတ်ကုန်



ထုတ်ကုန်လျှောက်လွှာ- Glass fiber တိပ်ကို စက်မှုလုပ်ငန်းတွင် အဓိကအားဖြင့် အသုံးပြုသည်- အပူလျှပ်ကာ၊ မီးခံရန်၊ ရောင်ရမ်းမှုနှေးကွေးခြင်း၊ တံဆိပ်ခတ်ခြင်း အစရှိသည်တို့ဖြစ်သည်။ အထူးသဖြင့် ၎င်းကို အိမ်သုံးမီးဖိုအမျိုးမျိုး၏ တံဆိပ်ခတ်ခြင်းနှင့် အကာအကွယ်အတွက် အသုံးချသည်။
နည်းပညာဆိုင်ရာ ခြုံငုံသုံးသပ်ချက်-
အလုပ်အပူချိန်
550 ℃
အရွယ်အစား အတိုင်းအတာ-
အနံ: 15-300 မီလီမီတာ
အထူ: 1.5-5mm
စံအရှည်- 30M
Fiberglass နှင့် ပတ်သက်သော ဗဟုသုတများ
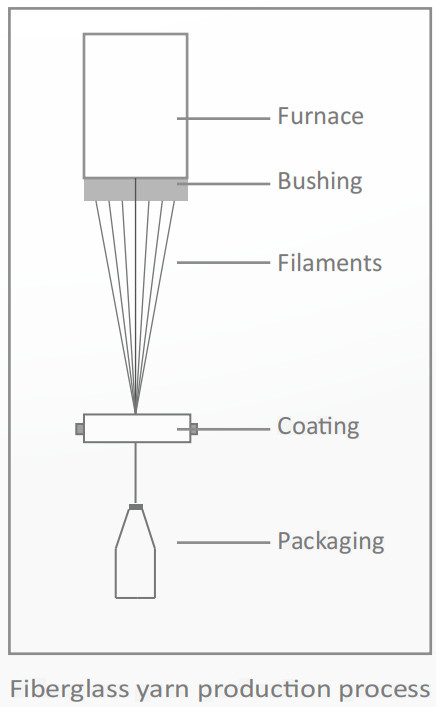
ဖိုက်ဘာမှန်ချည်
အရည်ကျိုထားသော ဖန်ခွက်ကို အပူပေးကာ ဖန်သားမျှင်များအဖြစ်သို့ အသွင်ပြောင်းခြင်း လုပ်ငန်းစဉ်ကို နှစ်ထောင်ပေါင်းများစွာ လူသိများသည်။ သို့ရာတွင်၊ ၁၉၃၀ ခုနှစ်များအတွင်း စက်မှုဖွံ့ဖြိုးတိုးတက်မှုအလျင်စလိုမှသာ အထည်အလိပ်အသုံးအဆောင်များအတွက် သင့်လျော်သော ဤထုတ်ကုန်များ၏ အမြောက်အမြားထုတ်လုပ်နိုင်ခဲ့သည်။
အမျှင်များကို သုတ်ခြင်း၊ အရည်ပျော်ခြင်း၊ ဖီးဘာရီဇတန်၊ အပေါ်ယံပိုင်းနှင့် အခြောက်ခံခြင်း/ထုပ်ပိုးခြင်းဟုခေါ်သော အဆင့်ငါးဆင့်ဖြင့် ရရှိသည်။
• Batching
ဤအဆင့်တွင် ကုန်ကြမ်းများကို ပမာဏအတိအကျဖြင့် ဂရုတစိုက် ချိန်တွယ်ပြီး နှိုက်နှိုက်ချွတ်ချွတ် ရောနှောကာ သို့မဟုတ် သုတ်ထားသည်။ ဥပမာအားဖြင့်၊ E-Glass ကို SiO2 (Silica), Al2O3 (အလူမီနီယမ်အောက်ဆိုဒ်), CaO (Calcium oxide သို့မဟုတ် lime), MgO (မဂ္ဂနီစီယမ်အောက်ဆိုဒ်), B2O3 (ဘိုရွန်အောက်ဆိုဒ်) စသည်တို့ဖြင့် ဖွဲ့စည်းထားသည်။
• အရည်ပျော်ခြင်း။
ပစ္စည်းကို သုတ်ပြီးသည်နှင့် အပူချိန် 1400°C ခန့်ရှိသော အထူးမီးဖိုများသို့ ပေးပို့သည်။ ပုံမှန်အားဖြင့် မီးဖိုများကို ကွဲပြားသော အပူချိန်အကွာအဝေးဖြင့် အပိုင်းသုံးပိုင်းခွဲထားသည်။
• Fiberizaton
သွန်းသောဖန်ခွက်သည် အလွန်ကောင်းမွန်သော ထွက်ပေါက်အရေအတွက်များနှင့်အတူ တိုက်စားခံနိုင်ရည်ရှိသော ပလပ်နမ်အလွိုင်းဖြင့်ပြုလုပ်ထားသော ခြုံပုတ်များကိုဖြတ်သန်းသွားပါသည်။ ရေဂျက်လေယာဉ်များသည် ချုံပုတ်မှထွက်လာသည့်အမျှ အလွှာများကို အေးမြစေပြီး အရှိန်ပြင်းသော လေပြွန်ကိရိယာများဖြင့် ဆက်တိုက်စုစည်းထားသည်။ ဤနေရာတွင် တင်းမာမှုရှိနေသောကြောင့် သွန်းသောဖန်ရည်စီးကြောင်းကို ပါးလွှာသောအလွှာများအဖြစ်သို့ ဆွဲသွင်းသည်။
•Coating
ချောဆီအဖြစ် လုပ်ဆောင်ရန် ဓာတုအလွှာများပေါ်တွင် ဓာတုအလွှာကို လိမ်းသည်။ ဤအဆင့်သည် ချည်မျှင်များကို စုဆောင်းပြီး အထုပ်များဖြစ်လာစေသောကြောင့် ပွန်းပဲ့ကွဲအက်ခြင်းမှ ကာကွယ်ရန် လိုအပ်ပါသည်။
• အခြောက်ခံခြင်း/ထုပ်ပိုးခြင်း။
ဆွဲထားသော ချည်မျှင်များကို အစုအဝေးတစ်ခုအဖြစ် စုစည်းကာ ဖန်ကြိုးမျှင်များစွာဖြင့် ဖွဲ့စည်းထားသည်။ ကြိုးမျှင်ကို ချည်မျှင်နှင့်တူသော အထုပ်တစ်ခုအဖြစ် ဒရမ်တစ်ခုပေါ်သို့ ဒဏ်ရာဖြင့် ပတ်ထားသည်။
ချည်မျှင်အမည်
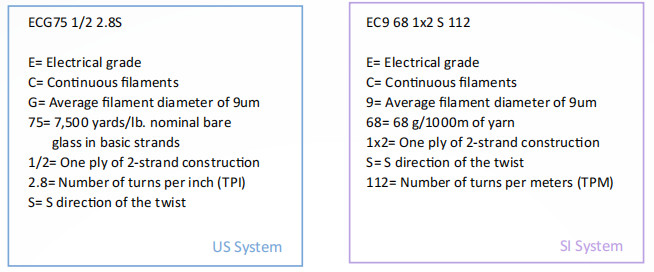
ဖန်မျှင်များကို ပုံမှန်အားဖြင့် US ဓလေ့ထုံးတမ်းစနစ် (လက်မပေါင်စနစ်) သို့မဟုတ် SI/မက်ထရစ်စနစ် (TEX/metric စနစ်) ဖြင့် ခွဲခြားသတ်မှတ်သည်။ နှစ်ခုစလုံးသည် ဖန်ပေါင်းစပ်ဖွဲ့စည်းပုံ၊ ချည်မျှင်အမျိုးအစား၊ ကြိုးအရေအတွက်နှင့် ချည်တည်ဆောက်ပုံတို့ကို ခွဲခြားသတ်မှတ်ပေးသည့် နိုင်ငံတကာအသိအမှတ်ပြု တိုင်းတာမှုစံနှုန်းများဖြစ်သည်။
အောက်ဖော်ပြပါ စံနှုန်းနှစ်ခုစလုံးအတွက် သီးခြား identficaton စနစ် ဖြစ်သည်-
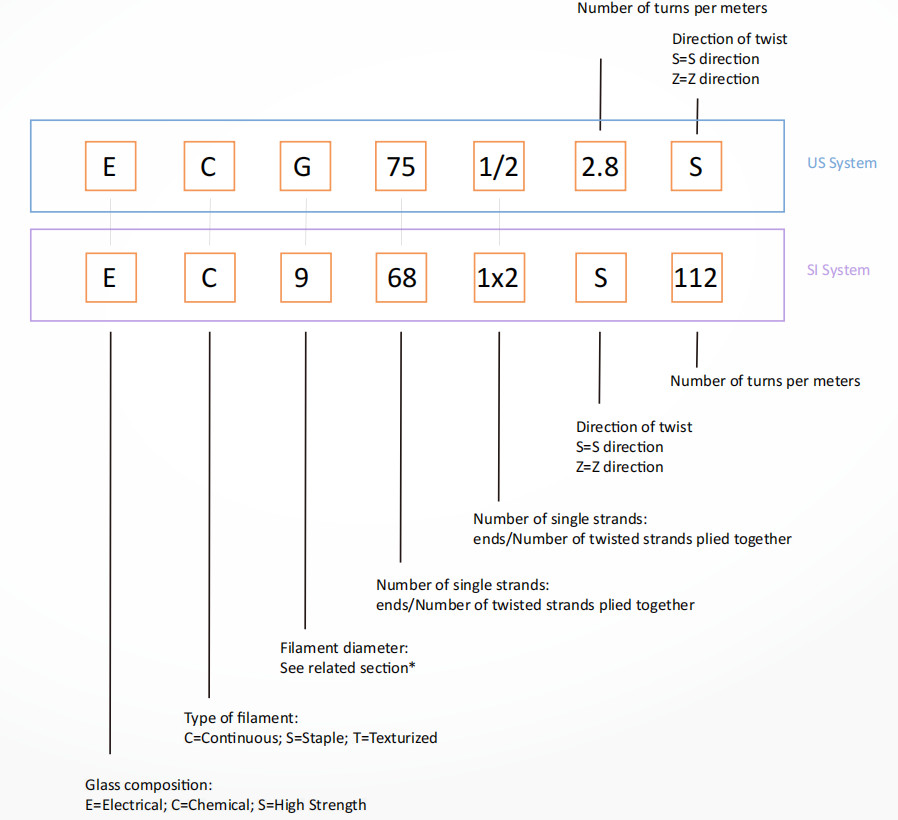
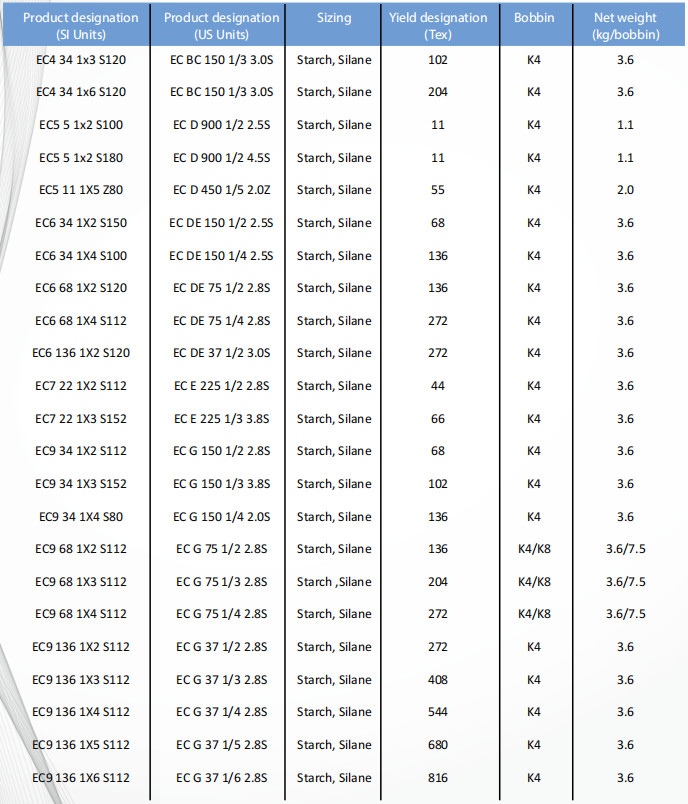
ချည်အမည်အမည် (ဆက်ရန်)
yarn identficaton စနစ် နမူနာများ
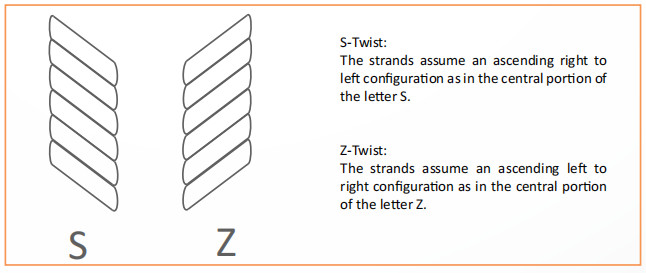
လှည့်ကွက်
ပိုမိုကောင်းမွန်သော ပွန်းစားမှုကို ခံနိုင်ရည်ရှိမှု၊ ပိုမိုကောင်းမွန်သော လုပ်ဆောင်မှုနှင့် ဆန့်နိုင်စွမ်းအား ပိုမိုမြင့်မားမှုတို့အတွက် အကျိုးကျေးဇူးများပေးစွမ်းရန် လှည့်ကွက်ကို စက်ဖြင့် အသုံးပြုထားသည်။ လှည့်ကွက်၏လမ်းညွှန်ကို ပုံမှန်အားဖြင့် အက္ခရာ S သို့မဟုတ် Z ဖြင့် ဖော်ပြသည်။
ချည်မျှင်၏ S သို့မဟုတ် Z ညွှန်ကြားမှုကို ဒေါင်လိုက်ပိုဆီတန်တွင် ဆုပ်ကိုင်ထားသောအခါ ချည်၏လျှောစောက်စောင်းဖြင့် အသိအမှတ်ပြုနိုင်သည်
ချည်အမည်အမည် (ဆက်ရန်)
ချည်အချင်းများ - US နှင့် SI စနစ်ကြားရှိ တန်ဖိုးများ နှိုင်းယှဉ်မှု
| US ယူနစ်များ (အက္ခရာ) | SI ယူနစ်များ(မိုက်ခရို) | SI UnitsTEX (g/100m) | အလွှာများ၏ ခန့်မှန်းခြေ အရေအတွက် |
| BC | 4 | ၁.၇ | 51 |
| BC | 4 | ၂.၂ | 66 |
| BC | 4 | ၃.၃ | ၁၀၂ |
| D | 5 | ၂.၇၅ | 51 |
| C | ၄.၅ | ၄.၁ | ၁၀၂ |
| D | 5 | ၅.၅ | ၁၀၂ |
| D | 5 | 11 | ၂၀၄ |
| E | 7 | 22 | ၂၀၄ |
| BC | 4 | 33 | ၁၀၆၄ |
| DE | 6 | 33 | ၄၀၈ |
| G | 9 | 33 | ၂၀၄ |
| E | 7 | 45 | ၄၀၈ |
| H | 11 | 45 | ၂၀၄ |
| DE | 6 | 50 | ၆၁၂ |
| DE | 6 | 66 | ၈၁၆ |
| G | 9 | 66 | ၄၀၈ |
| K | 13 | 66 | ၂၀၄ |
| H | 11 | 90 | ၄၀၈ |
| DE | 6 | 99 | ၁၂၂၄ |
| DE | 6 | ၁၃၄ | ၁၆၃၂ |
| G | 9 | ၁၃၄ | ၈၁၆ |
| K | 13 | ၁၃၄ | ၄၀၈ |
| H | 11 | ၁၉၈ဝ | ၈၁၆ |
| G | 9 | ၂၅၇ | ၁၆၃၂ |
| K | 13 | ၂၇၅ | ၈၁၆ |
| H | 11 | ၂၇၅ | ၁၂၂၄ |
နှိုင်းယှဉ်တန်ဖိုးများ - Strand Twist
| TPI | TPM | TPI | TPM |
| ၀.၅ | 20 | ၃.၀ | ၁၂၀ |
| ၀.၇ | 28 | ၃.၅ | ၁၄၀ |
| ၁.၀ | 40 | ၃.၈ | ၁၅၂ |
| ၁.၃ | 52 | 4.0 | ၁၆၂ |
| 2.0 | 80 | ၅.၀ | ၂၀၀ |
| ၂.၈ | ၁၁၂ | ၇.၀ | ၂၈၀ |
ချည်မျှင်
E-Glass ဆက်တိုက်လိမ်ထားသော ချည်မျှင်
များပါတယ်။
E-Glass ဆက်တိုက်လိမ်ထားသော ချည်မျှင်